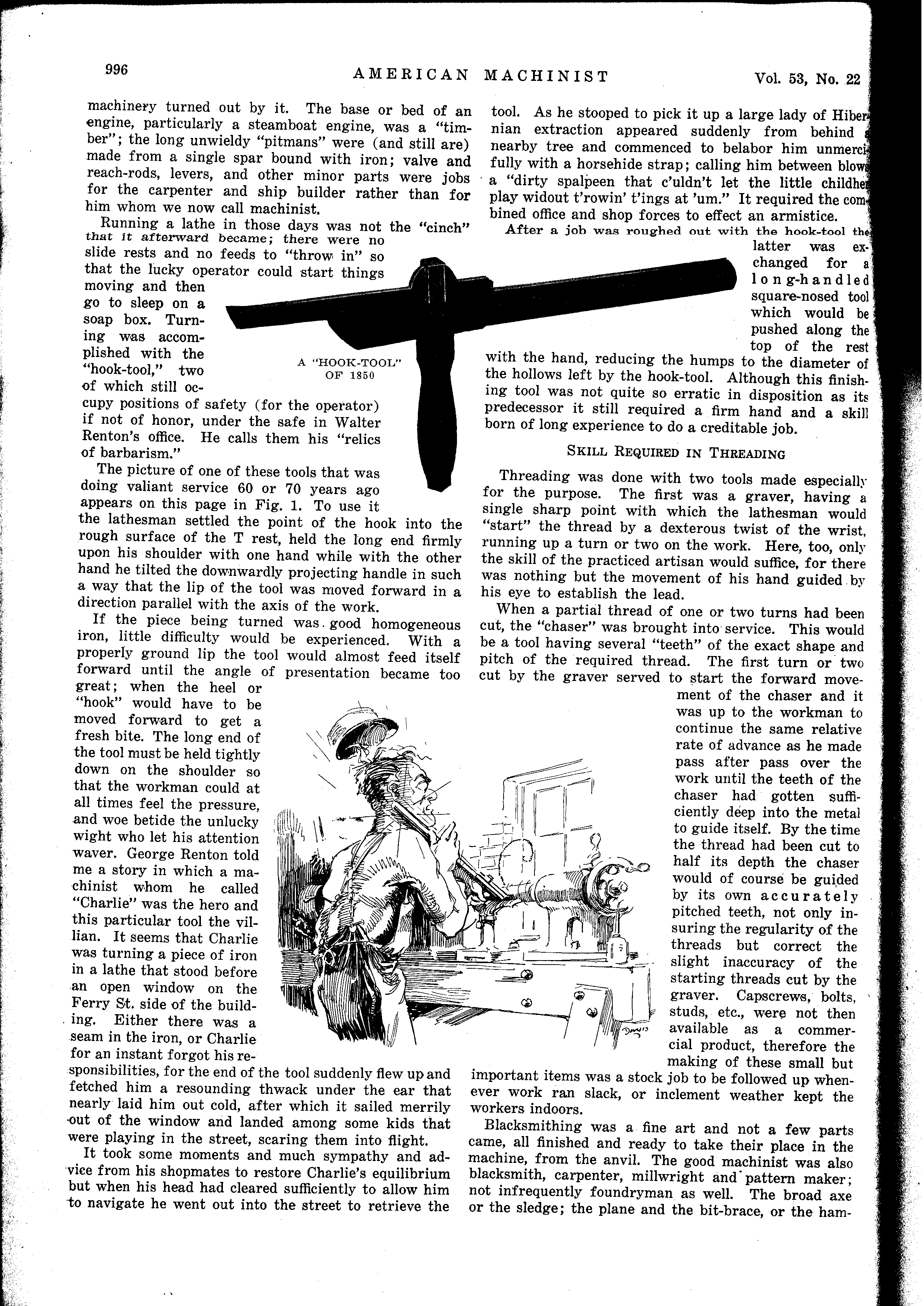
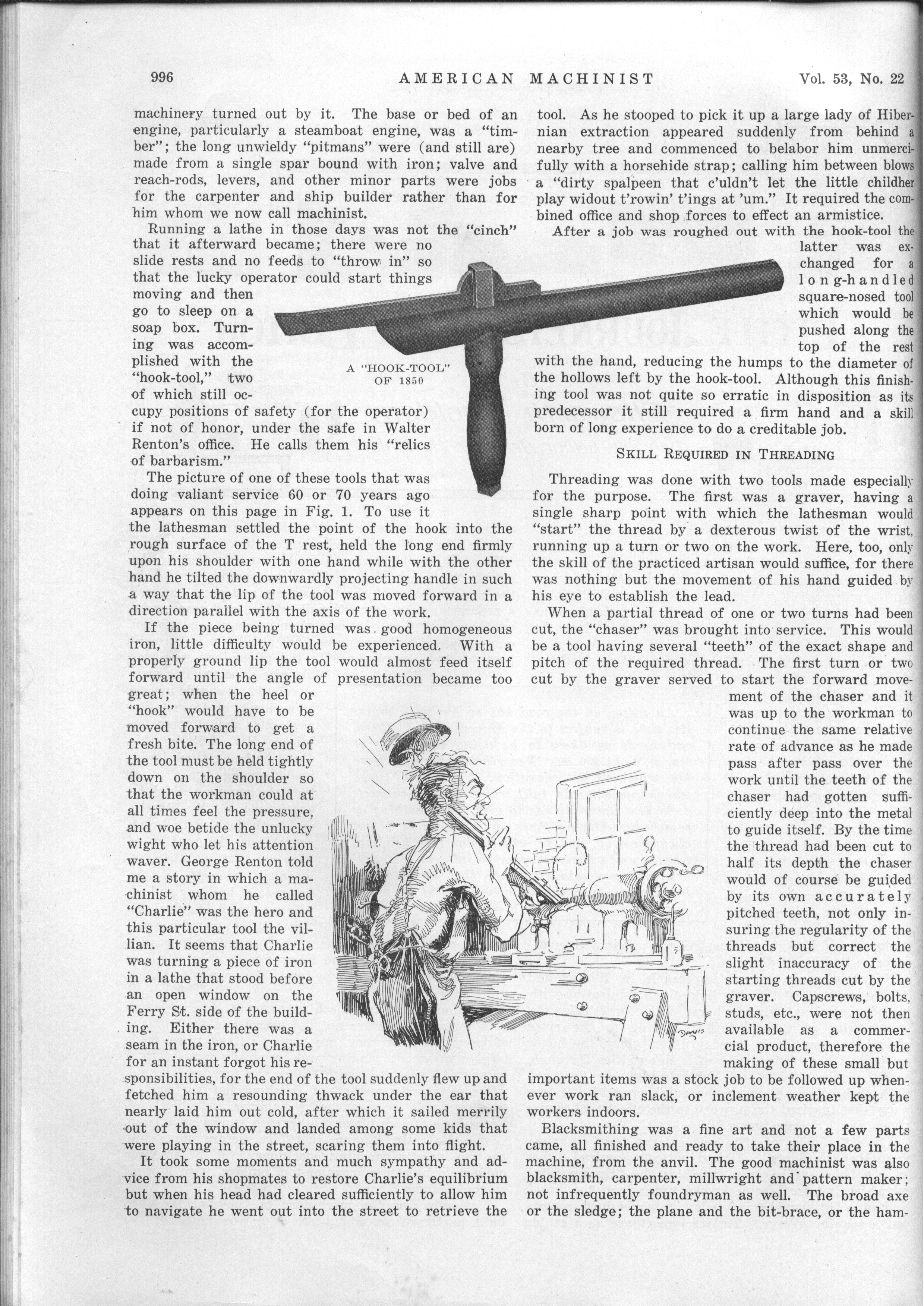
| A ‘HOOK-TOOL” (handheld) OF 1850 SKILL REQUIRED IN THREADING 1896 AMERICAN MACHINIST The base or bed of an engine, particularly a steamboat engine, was a “timber”; the long unwieldy “pitmans” were (and still are) made from a single spar bound with iron; valve and reach-rods,levers, and other minor parts were jobs for the carpenter and ship builder rather than for him whom we now call machinist. Running a lathe in those days was not the “cinch” that it afterward became; there were no slide rests and no feeds to “throw in” so that the lucky operator could start things moving and then go to sleep on a soap box. Turn- ing was accomplished with the “hook-tool,” two of which still occupy positions of safety (for the operator) if not of honor, under the safe in Walter Renton’s office. He calls them his “relics of barbarism.” The picture of one of these tools that was doing valiant service 60 or 70 years ago appears on this page in Fig. 1. To use it the lathesman settled the point of the hook into the rough surface of the T rest, held the long end firmly upon his shoulder with one hand while with the other hand he tilted the downwardly projecting handle in such a way that the lip of the tool was moved forward in a direction parallel with the axis of the work. If the piece being turned was. good homogeneous iron, little difficulty would be experienced, With a properly ground lip the tool would almost feed itself forward until the angle of presentation became too great; when the heel or “hook” would have to be moved forward to get a fresh bite. The long end of the tool must be held tightly down on the shoulder so that the workman could at all times feel the pressure, and woe betide the unlucky wight who let his attention waver. George Renton told me a story in which a ma- chinist whom he called “Charlie” was the hero and this particular tool the vil- han. It seems that Charlie was turning a piece of iron in a lathe that stood before an open window on the Ferry St. side of the build- ing. Either there was a seam in the iron, or Charlie for an instant forgot his re- sponsibilities, for the end of the tool suddenly flew up and fetched him a resounding thwack under the ear that nearly laid him out cold, after which it sailed merrily ‘out of the window and landed among some kids that were playing in the street, scaring them into flight. It took some moments and much sympathy and ad- vice from his shopmates to restore Charlie’s equilibrium but when his head had cleared sufficiently to allow him -to navigate he went out into the street to retrieve the Vol. 53, No. 22 1 tool. As he stooped to pick it up a large lady of Hibes nian extraction appeared suddenly from behind nearby tree and commenced to belabor him unmerc fully with a horsehide strap; calling him between b~ a “dirty spaljeen that c’uldn’t let the little chil play widout t’rowin’ t’ings at ‘um.” It required the corn, bined office and shop forces to effect an armistice. After a job was roughed out with the hook-tool th~ latter was ex.i changed for a 1 o n g-h an d led square-nosed tool which would be pushed along the top of the rest with the hand, reducing the humps to the diameter of the hollows left by the hook-tool. Although this finish- ing tool was not quite so erratic in disposition as its predecessor it still required a firm hand and a skill born of long experience to do a creditable job. Threading was done with two tools made especially for the purpose. The first was a graver, having a single sharp point with which the lathesman would “start” the thread by a dexterous twist of the wrist, running up a turn or two on the work. Here, too, only the skill of the practiced artisan would suffice, for there was nothing but the movement of his hand guided by his eye to establish the lead. When a partial thread of one or two turns had been cut, the “chaser” was brought into’ service. This would be a tool having several “teeth” of the exact shape and pitch of the required thread. The first turn or two cut by the graver served to start the forward move- ment of the chaser and it was up to the workman to continue the same relative rate of advance as he made pass after pass over the work until the teeth of the chaser had gotten suffi- ciently deep into the metal to guide itself. By the time the thread had been cut to half its depth the chaser would of course be guided by its own accurately pitched teeth, not only in- suring the regularity of the threads but correct the slight inaccuracy of the starting threads cut by the graver. Capscrews, bolts, studs, etc., were not then available as a commer- cial product, therefore the making of these small but important items was a stock job to be followed up when- ever work ran slack, or inclement weather kept the workers indoors. Blacksmithing was a fine art and not a few parts came, all finished and ready to take their place in the machine, from the anvil. The good machinist was also blacksmith, carpenter, millwright andY pattern maker; not infrequently foundryman as well. The broad axe or the sledge; the plane and the bit-brace, or the ham- |

| Navigation Bar Placeholder |
Page Title